The CT scanning process is vital to the inspection of aerospace fasteners due to the potential catastrophic damage caused by even minor defects. Aerospace materials experience great levels of stress, fluctuation in temperature, and vibrations, which makes fasteners vulnerable to damage. Conventional inspection methods usually cannot detect internal defects; however, CT technology allows the non-destructive 3D examination of internal and external elements.
Commonly, industrial Mini focus CT scanning systems used for inspection of aerospace fasteners have energy between 80 kV and 300 kV. Some high-energy CT scanning machines can reach an energy level of up to 450 kV when dealing with complex dense alloys like titanium or Inconel.
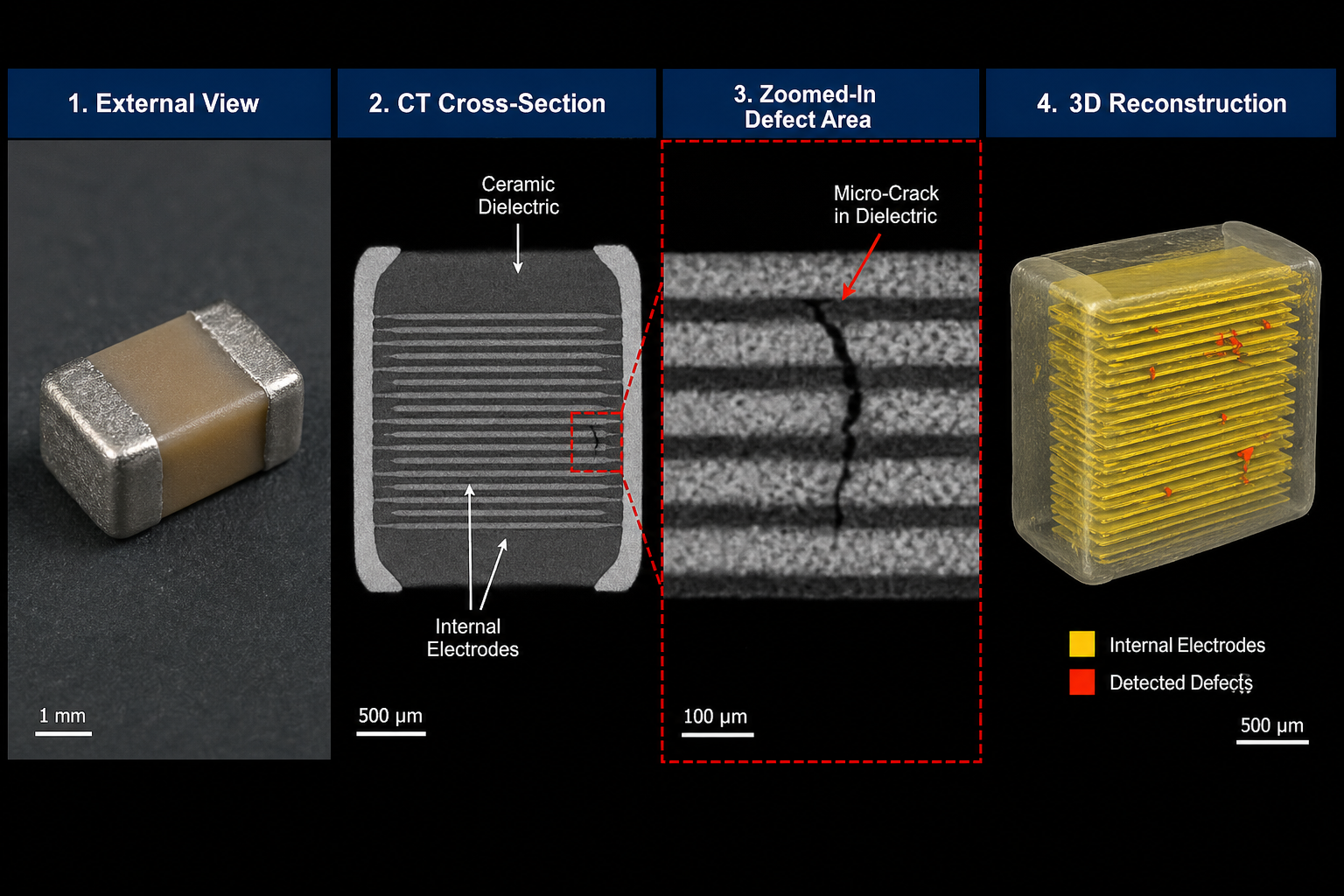
By applying CT scanning, manufacturers will be able to identify internal voids, cracks, inclusions, and dimensional variations without destroying the part. It is essential for compliance with the highest standards required for aerospace materials.
The current CT scanning equipment can provide the resolution of voxels of 1-10 microns depending on the size of the part and detect defects less than 0.02 mm.
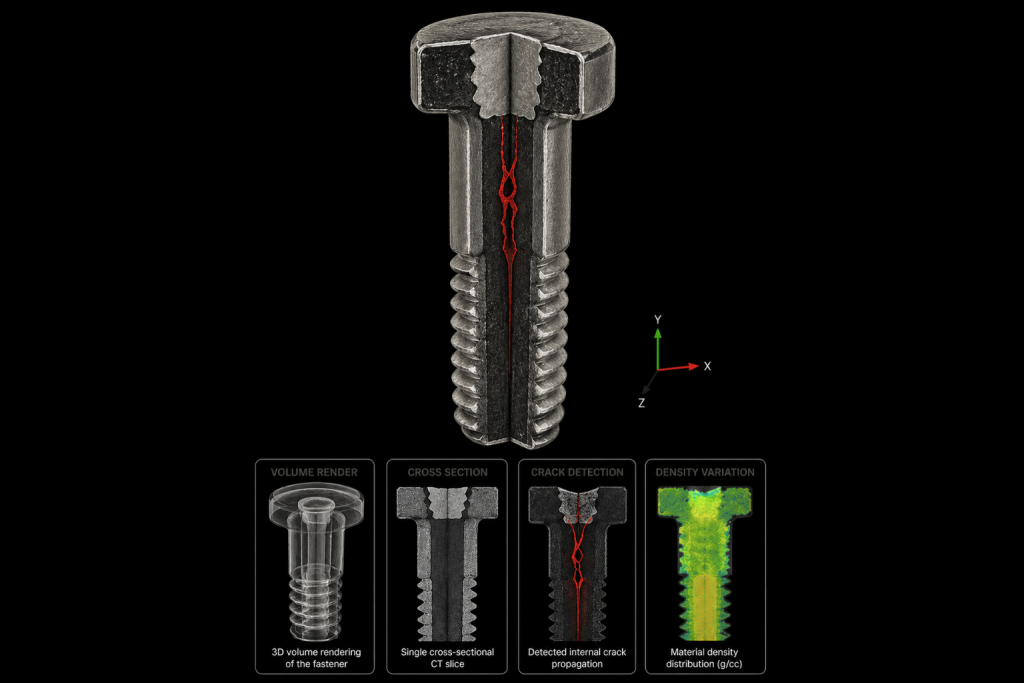
Illustrative CT representation of an aerospace fastener showing volume rendering, cross-sectional views, internal crack propagation, and material density variation for defect analysis.
Key Defects Detected Through CT Inspection
Aerospace fasteners’ CT inspection is able to detect several types of defects:
- Internal Cavities and Porosity: CT inspection of aerospace fasteners is able to detect air bubbles and porosity that reduce structural strength.
- Fractures and Cracks: CT inspection of aerospace fasteners is able to detect microscopic cracks that arise during manufacturing processes or exposure to strain.
- Thread Distortion: CT inspection of aerospace fasteners is able to assess thread distortion, which affects the load distribution.
- Foreign Particles and Material Contamination: CT inspection of aerospace fasteners is able to detect the presence of any foreign material inside the fastener.
Dimensional Discrepancies: CT inspection of aerospace fasteners is able to measure accurately against CAD files.
Advantages of CT Inspection Over Traditional Methods
At Xray Lab, CT inspection follows strict standards for maximum efficiency and effectiveness of the operation. Typically, it involves:
Feature | CT Inspection | Traditional Methods |
Internal Visualization | Full 3D imaging | Limited to surface or 2D projection views |
Accuracy | Micron-level precision | Moderate |
Defect Detection Size | Down to 5-20 microns | Detection is orientation-dependent (2D), and less reliable for longitudinal and transverse cracks |
Data Output | Digital, measurable | Often interpretive |
Complex Geometry Handling | Excellent | Limited |
CT inspection of aerospace fasteners not only improves defect detection but also reduces the need for destructive testing, saving both time and material costs.
Xray Lab’s Approach to CT Inspection of Aerospace Fasteners
At Xray Lab, CT inspection follows strict standards for maximum efficiency and effectiveness of the operation. Typically, it involves:
1. Sample Preparation
Preparation starts with the optimal positioning of the part that allows obtaining precise scans without distortion. Adequate fixing helps eliminate any vibrations that are undesirable for accurate scans at high resolutions.
2. High-Resolution Scanning
The process involves using X-rays to visualize all parts of the scanned object. The scanning parameters included 100 kV with 50 µA, depending on the material used and the depth of structures. It should be noted that 300 kV could be provided by the CT equipment for scanning denser materials.
3. 3D Reconstruction
The next step includes data conversion into a three-dimensional image. The scan consisted of approximately 1,600 projections obtained with a full 360° rotation.
4. Defect Analysis and Measurement:
It provides engineers with information about flaws inside the product and allows comparing the results with specifications. The obtained voxel size of 40-50 µm was suitable for visualizing defects like porosity and inclusions.
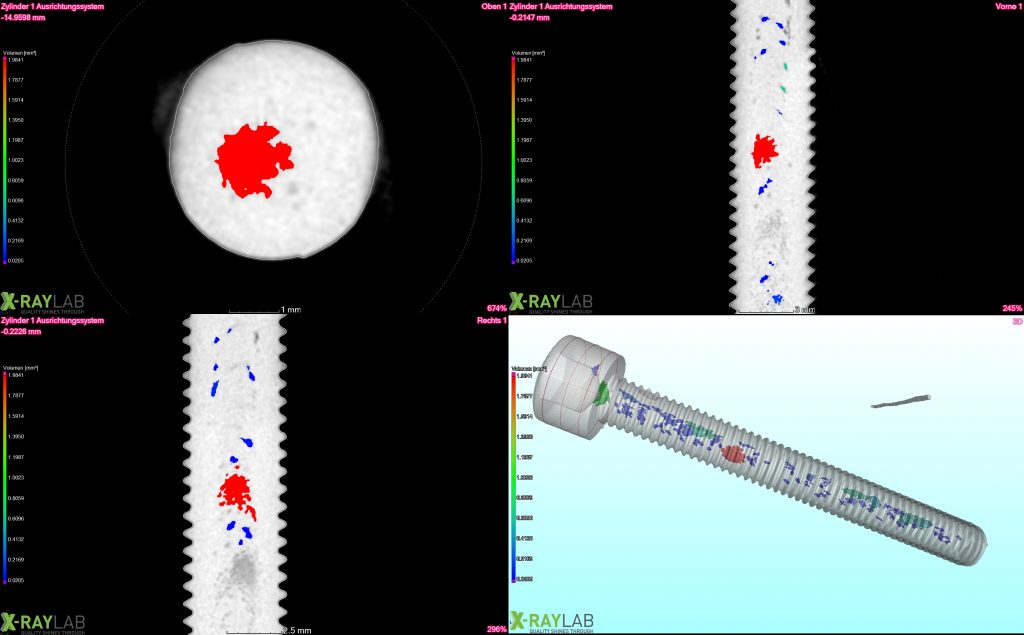
Volumetric 3D CT scan of a socket head screw revealing internal voids and porosity
The CT examination of a socket head bolt shows that there is porosity in addition to clusters of defects under the head of the bolt. The presence of a large red area shows that there is a void or an inclusion in the highly stressed area.
Dispersed pores found on the threaded portion of the bolt shaft are also shown. Such defects are only visible through CT analysis because of their small size.
5. Reporting and Compliance
Generates detailed reports for quality assurance and regulatory compliance.
Applications in Aerospace Manufacturing
CT examination of aerospace fasteners is crucial at several stages within the aerospace supply chain:
- In-process control: To ensure compliance with specifications by suppliers.
- Validation during production: To assure process consistency.
- Investigation of defects: For pinpointing reasons behind the failure of parts.
- Product development: By means of facilitating validation and optimization of the design.
Some advanced aerospace projects will examine 100% of fasteners in assemblies that include safety-critical components like engines or landing gear.
Challenges and Considerations
Although the use of CT for the inspection of aerospace fasteners provides an unparalleled advantage, one should be aware of certain issues:
- Time vs. Resolution Paradox: Increased resolution scans take more time to process.
- Density Differences: Denser materials need particular scanning specifications.
- Storage Issues: Scanning aerospace fasteners with CT produces massive amounts of data which needs sophisticated software.
High-density materials decrease image contrast by 30% to 50% and require beam filtration.
Still, developments in CT technology constantly help to overcome these issues.
Conclusion
The use of CT inspection for aerospace fasteners is becoming more prevalent because it can provide accurate and non-destructive information. In light of the increasingly complex nature of aerospace products and higher performance requirements, companies must use an inspection process that provides more than just surface information.
Xray Lab specializes in CT inspection of aerospace fasteners by emphasizing accuracy, efficiency, and compliance. Using state-of-the-art scanning systems and analysis, Xray Lab assists aerospace companies in detecting defects, minimizing failures, and ensuring quality manufacturing processes.
Frequently Asked Questions
What is CT inspection in aerospace fasteners?
CT inspection is a non-destructive testing method that uses X-rays to create detailed 3D images, allowing engineers to examine internal and external structures without damaging the component.
Why is CT inspection important for aerospace fasteners?
Because it detects internal defects such as cracks, voids, and inclusions that could lead to structural failure in critical aerospace applications.
Can CT inspection replace traditional NDT methods?
It can complement or, in some cases, replace traditional NDT methods by providing more detailed and accurate internal analysis, especially for complex geometries.
What types of defects can CT inspection detect?
It can detect porosity, cracks, thread damage, material inclusions, and dimensional inaccuracies.
Is CT inspection suitable for all fastener materials?
CT inspection of aerospace fasteners is suitable for most materials, including metals and composites, although scanning parameters may vary depending on density and thickness.