There is a unique category of engineering problems that do not advertise themselves. Rubber-to-metal bonded parts such as engine mounts, hydraulic seals, anti-vibration bushings, and valve diaphragms appear to be complete in every way. There are no imperfections on the surface of the metal. There are no cracks visible on the rubber surface. Everything seems to be in order when it comes to dimensional analysis, but within the bond line, there lurks a hole no larger than a fingernail that could bring down an entire part.
The essence of this problem lies in the fact that with rubber-to-metal bonded components, the flaws that matter most can’t be seen.
The importance of addressing this issue becomes increasingly relevant as rubber-to-metal bonded components are becoming more important in the automobile, aircraft, and industrial machine industries.
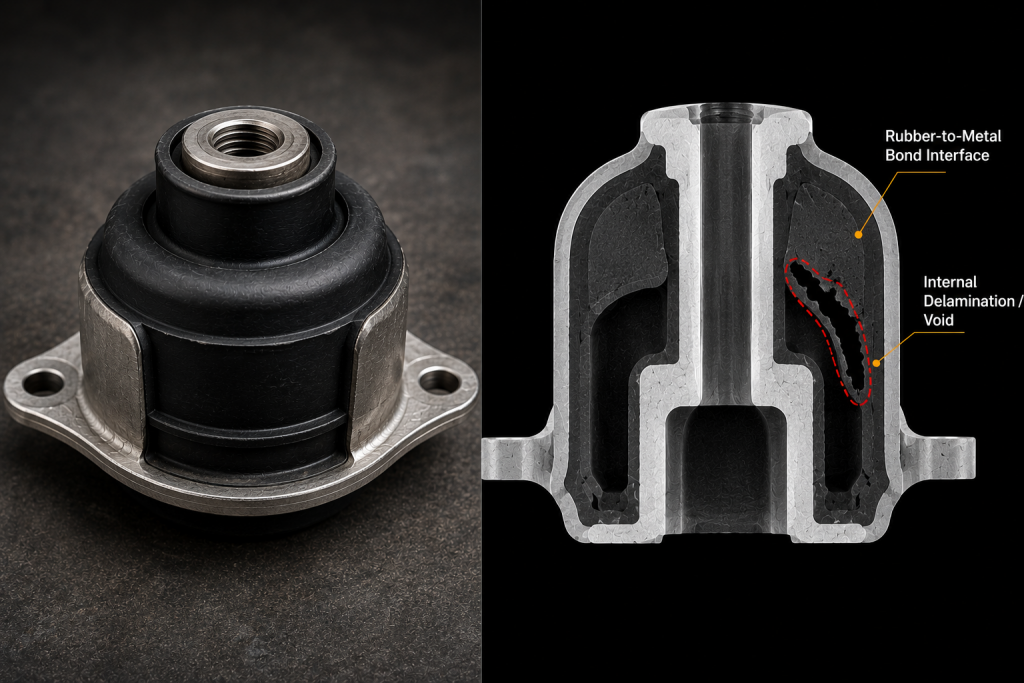
CT inspection of a rubber-to-metal bonded component revealing a hidden delamination defect within the bonded interface.
Why Rubber-to-Metal Bonds Are Uniquely Difficult to Inspect
Rubber-to-metal bonding is much more than just rubber bonded to metal. Ideally, it should be a chemical and physical combination such that the bond strength at the junction is equal to or greater than the tensile strength of the rubber material itself. This is how it is supposed to be engineered. Failure occurs in the body of the rubber rather than in the bond itself.
But to achieve this feat requires following a series of processing procedures that are potentially prone to introduce hidden defects:
Contaminated surface – oils, moisture, or contaminants left from handling that reduce the wettability of the metal surface by the adhesive, thereby forming localized areas of weakness that only manifest themselves once the part is put into use.
Air trapped in the mold cavity during vulcanization – formation of gas pockets beneath the rubber-adhesive layer that remain invisible yet pose a threat to growth and failure under repeated load cycling.
Partial adhesive coverage – Shadow zones near inserts or intricate shapes can lead to regions of the assembly where no bonding occurred between the insert and the substrate; thus, there will be a disbond without an obvious visible mark.
Differences in thermal expansion – The amount of thermal expansion of rubber is quite different from that of metals. With each heating and cooling cycle, the interface experiences shear stresses that tend to peel off the rubber layer more quickly in assemblies that have initial micro-separation.
It should be apparent to the manufacturer that an inspected product may actually be destined for early failure. This type of defect accumulates over time but remains invisible.
What X-Ray Inspection Reveals in Rubber-to-Metal Bonds
The industrial process of X-ray and computed tomography relies on the property of differential X-ray absorption, which works especially well for analyzing the bond structure. Each material — rubber, glue, or metal — absorbs X-rays differently because of their density and composition. It is the difference between materials’ absorption that allows visualizing features inside the object.
For rubber-to-metal bonded parts specifically, non-destructive testing of rubber metal bonded components via X-ray and CT can identify:
Separation of Rubber from Adhesive and Metal: At the rubber/adhesive or adhesive/metal interface shows up as density separation in the image. Partial disbonds, which may affect only a portion of the bond interface, can easily be seen even prior to complete bond failure.
Voids Entrapped Gases: During the vulcanization process show up as voids or low density areas in the image. Using a 2D radiograph, these are seen as areas where light density exists. While using CT, one can map out their geometry in 3D space as well as volume and distance from the bond interface.
Incomplete Adhesive Layer Coverage: If there are areas where the adhesive layer is lacking or thinner than required – because of shadow regions, inadequate distribution or poor flow during molding – then CT inspection can determine the extent of incomplete bond coverage.
Bonding between Multiple Layers or between Rubber and Metal: When CT inspects vulcanized rubber components that have more than one rubber layer or rubber-to-metal bonds, it is possible to see if the bonding has been successful with no air trapped in between or to see if rubber is adequately bonded to the metal components.
Dense Inclusions and Foreign Objects: The presence of dense inclusions inside the rubber body, which signifies an impurity during the injection molding or compound mixing stage, is evident on the X-ray image through dense inclusion zones, the density of which would reveal the material’s nature.
How XRAY-LAB Approaches Rubber-to-Metal Bond Inspection
XRAY-LAB is an expert industrial NDT services provider active throughout the USA and Germany, possessing comprehensive experience in advanced two-dimensional X-ray inspections and industrial CT testing, especially regarding multi-material products. As far as rubber-to-metal bonded parts are concerned, the inspection process implemented by XRAY-LAB relies on knowledge of the peculiarities of inspecting parts composed of low density materials.
XRAY-LAB uses optimized parameters for each individual test, such as energy selection, which takes into account the exact rubber composition as well as the metallic part involved. This is not your typical radiographic testing process as the tests performed are specially designed to find defects typical of rubber vulcanization.
XRAY-LAB performs quality engineering NDT for rubber-to-metal bonded parts, delivering to customers highly detailed reports containing all necessary data about defect locations, sizes, etc., which helps make quality decisions and optimize production processes.
For manufacturers dealing with adhesive bonding across multi-material assemblies more broadly, XRAY-LAB’s published service overview is a useful reference: X-Ray & CT Inspection of Adhesive Bonded Assemblies.
Frequently Asked Questions
Does X-ray inspection damage the rubber or affect the bond integrity of the part?
No. Industrial X-ray and CT testing methods are completely non-destructive. The amount of radiation that would be involved in industrial NDT does not have any impact on the materials, rubber, adhesives, or metals being tested.
What types of rubber-to-metal bonded components can XRAY-LAB inspect?
The systems offered by XRAY-LAB can handle all types of shapes and sizes, from small seals and gaskets to larger engine mountings and suspension bushings. We provide both high-speed 2D X-rays and CT scans for analysis of 3-D bonds.
At what stage of production should rubber-to-metal bonded parts be inspected?
The best time for testing would be immediately after the vulcanization process and before surface finishing and assembly. That way, any parts that fail the test will not incur further costs.